

Rockwell, Brinell, at Vickers: Pag-unawa sa Tatlong Major Hardness Testing Pamamaraans
Sinusukat ng pagsubok ng katigasan ang paglaban ng isang materyal sa permanenteng pagpapapangit sa ilalim ng tinukoy na pagkarga. Ang tatlong nangingibabaw na pamamaraan — Rockwell, Brinell, at Vickers — bawat isa ay gumagamit ng ibang indenter geometry, hanay ng pagkarga, at diskarte sa pagsukat, na ginagawang angkop ang mga ito sa iba't ibang materyales at aplikasyon.
Rockwell hardness (HR) naglalapat ng isang maliit na preload na sinusundan ng isang malaking pagkarga, pagkatapos ay sinusukat ang net depth ng indentation. Ang resulta ay direktang binabasa mula sa dial o digital na display nang walang anumang optical measurement, na ginagawa itong pinakamabilis na paraan para sa production-floor testing. Gumagamit ito ng maramihang mga kaliskis — HRC para sa matitigas na bakal, HRB para sa mas malambot na metal, HRA para sa carbide — bawat isa ay tinukoy ng isang partikular na indenter at kumbinasyon ng pagkarga.
Katigasan ng Brinell (HB o HBW) pinipindot ang isang hardened steel o tungsten carbide ball sa ibabaw sa ilalim ng fixed load, karaniwang 3,000 kgf para sa bakal at cast iron. Optically sinusukat ang indentation diameter, at ang HB number ay kinakalkula mula sa inilapat na load na hinati sa curved surface area ng indent. Dahil medyo malaki ang indent, ang pag-average ng Brinell ay hindi gaanong sensitibo sa lokal na pagkakaiba-iba ng microstructural, kaya mas gusto ito para sa mga magaspang na materyales tulad ng mga casting at forging.
Vickers hardness (HV) gumagamit ng square-based na diamond pyramid indenter na may 136° anggulo ng mukha sa mga load mula sa ilalim ng 1 gf (micro-Vickers) hanggang 120 kgf (macro-Vickers). Ang parehong mga diagonal ng square indent ay sinusukat at na-average. Kinakalkula ang HV number gamit ang load na hinati sa contact surface area ng impression. Ang Vickers ay ang pinaka-versatile na paraan: nalalapat ito sa mga manipis na coatings, case-hardened layer, weld heat-affected zones, at bulk material na magkapareho, lahat sa iisang tuloy-tuloy na sukat.
| Method | Indenter | Pagsukat | Pinakamahusay Para sa |
|---|---|---|---|
| Rockwell | Diamond cone o bakal na bola | Lalim ng indent | Mabilis na pagsubok sa produksyon ng tumigas na bakal |
| Brinell | Tungsten carbide ball (ø1–10 mm) | Indent diameter (optical) | Castings, forgings, coarse-grained alloys |
| Vickers | Diamond pyramid (136°) | Diagonal na haba (optical) | Manipis na coatings, welds, micro-hardness |
Vickers sa Rockwell Hardness Conversion: Paano Ito Gumagana at Kung Saan Ito Nagikli
Ang pagpapalit ng katigasan ng Vickers sa katigasan ng Rockwell — at kabaliktaran — ay isang madalas na kinakailangan kapag ang mga guhit ng engineering ay tumutukoy ng isang sukat ngunit ang magagamit na kagamitan sa pagsubok ay gumagamit ng isa pa. Ang pinakatinatanggap na sanggunian ay ASTM E140 , na nagbibigay ng standardized na mga talahanayan ng conversion para sa iba't ibang ferrous at non-ferrous na materyales.
Para sa pinatigas na bakal sa hanay na karaniwang ginagamit sa tooling at structural application, ang tinatayang mga ugnayan ay:
- HV 940 ≈ HRC 68 (malapit sa itaas na limitasyon ng sukat ng Rockwell C)
- HV 800 ≈ HRC 65
- HV 600 ≈ HRC 57
- HV 400 ≈ HRC 41
- HV 200 ≈ HRB 93 (transition sa B scale para sa mas malambot na materyales)
- HV 100 ≈ HRB 56
Ang mga conversion na ito ay may mahalagang caveat: ang mga ito ay materyal-tiyak . Ang elastic-to-plastic na deformation ratio ay naiiba sa pagitan ng carbon steel, stainless steel, aluminum alloys, at titanium. Ang isang Vickers-to-Rockwell conversion na valid para sa carbon steel ay magbubunga ng error kapag inilapat sa austenitic stainless o isang nickel superalloy. Ang ASTM E140 ay nagbibigay ng hiwalay na mga column para sa iba't ibang materyal na pamilya para sa kadahilanang ito.
Ang isang karagdagang limitasyon ay lumitaw sa sukdulan: ang sukat ng Rockwell C ay maaasahan lamang sa pagitan ng HRC 20 at HRC 70. Ang mga halaga sa labas ng hanay na ito ay dapat masukat sa isang mas naaangkop na sukat (HRA para sa napakahirap na materyales sa itaas ng HRC 70, HRB para sa mas malambot na materyales sa ibaba ng HRC 20) o direktang iulat sa HV nang walang conversion.
Para sa inspeksyon ng weld at mga kapaligirang kontrolado ng kalidad, dapat palaging i-flag ang mga na-convert na halaga gaya ng natantya. Ang direktang pagsukat sa inilaan na sukat ay ang tanging paraan upang makakuha ng isang nasusubaybayan, resulta na sumusunod sa detalye.
Metallurgical Sample na Paghahanda: Ang Pundasyon ng Maaasahang Hardness Data
Ang isang hardness test ay kasing-tumpak lamang ng ibabaw na sinusukat nito. Ang mahinang paghahanda ng sample ay nagpapakilala ng error na hindi maaaring itama ng pagkakalibrate ng instrumento. Ito ay totoo lalo na para sa mga pamamaraan ng Vickers at Brinell, kung saan ang pagsukat ay optical at ang surface reflectivity ay direktang nakakaapekto sa diagonal o diameter na katumpakan ng pagbabasa.
Pag-section
Ang unang hakbang ay ang paggawa ng flat, representasyong cross-section. A precision cutter machine (tinatawag ding abrasive o diamond cut-off saw) ay ginagamit upang i-section ang workpiece na may kaunting init na input at mekanikal na deformation. Mapang-abusong pagputol — gamit ang mapurol na blade, labis na rate ng feed, o hindi sapat na coolant — nagdudulot ng deformed o naapektuhan ng init na layer ng ibabaw na artipisyal na nagpapataas o nagpapababa sa mga pagbasa ng tigas. Para sa metalurgical-grade cuts, ang diamond wafering blades na may tuluy-tuloy na paglamig ng tubig ay pamantayan para sa matitigas na bakal at carbide, habang ang resin-bonded aluminum oxide cut-off wheels ay angkop sa mas malambot na structural metal.
Pag-mount at Paggiling
Pagkatapos ng pagse-section, ang mga sample ay karaniwang naka-mount sa thermosetting o cold-cure epoxy resin upang payagan ang ligtas na paghawak sa panahon ng paggiling at pag-polish. Tinukoy ang mga mount sa pagpapanatili ng gilid kapag ang mga gradient ng hardness na malapit sa ibabaw — gaya ng mga lalim ng case o mga interface ng coating — ay dapat masukat nang walang pag-ikot sa gilid.
Ang paggiling ay sumusunod sa isang pagkakasunud-sunod mula sa mas magaspang hanggang sa mas pinong SiC na mga abrasive na papel (karaniwang 120 → 320 → 600 → 1200 grit), na ang sample ay umiikot ng 90° sa pagitan ng bawat hakbang upang alisin ang mga gasgas mula sa naunang direksyon. Ang bawat yugto ay dapat na ganap na alisin ang pagpapapangit na ipinakilala ng nauna.
Pagpapakintab
Gumagamit ang panghuling pag-polish ng 3 µm at 1 µm na suspensyon ng brilyante sa mga napped cloth, na gumagawa ng walang scratch-free mirror finish. Para sa Vickers micro-hardness, a 0.25 µm colloidal silica finish ay madalas na tinutukoy upang mabawasan ang mga error sa surface-reflectivity kapag nagsusukat ng maliliit na indentation sa mababang load. Ang pinakintab na ibabaw ay dapat na walang relief, smear, at pitting bago magsimula ang pagsubok.
Mga Tool sa Pagsubok ng Katigasan at Kanilang Pamantayan sa Pagpili
Ang pagpili ng tamang hardness testing tool ay kinabibilangan ng pagtutugma ng hanay ng load ng instrumento at uri ng indenter sa kapal ng materyal, inaasahang hanay ng tigas, at kinakailangang spatial na resolusyon.
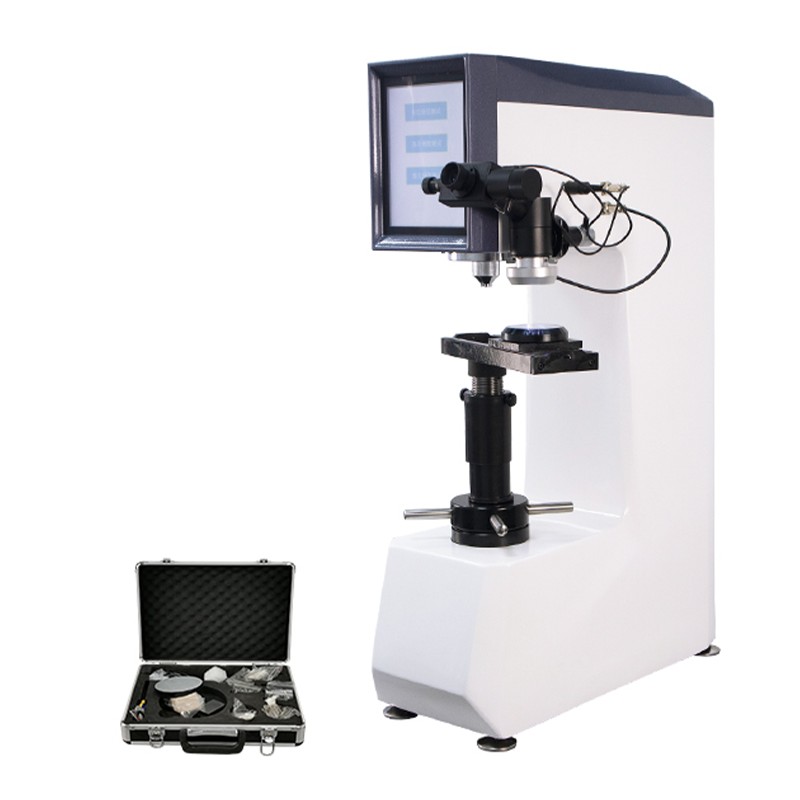
- Mga tagasubok ng Benchtop Rockwell — ang karaniwang pagpipilian para sa papasok na inspeksyon at pagpapatunay ng heat treatment ng mga bulk na bahagi ng bakal. Ang application ng pag-load ay motorized at pare-pareho, at ang mga modernong digital na modelo ay nag-iimbak ng mga rekord ng pagsubok para sa pagsasama ng SPC. Ang paraan ng Rockwell ay hindi maaaring gamitin sa manipis na stock (karaniwang mas mababa sa 1 mm para sa HRC) dahil ang lalim ng indent ay lumalapit sa kapal ng materyal, na lumalabag sa pinakamababang tuntunin ng kapal.
- Vickers / Knoop microhardness tester — ginagamit para sa mga manipis na foil, electroplated coatings, diffusion-hardened surface, at mga indibidwal na phase sa isang microstructure. Ang hanay ng pag-load ay karaniwang 1 gf hanggang 1 kgf. Isang pinagsama-samang optical microscope ang mga larawan ng indent para sa diagonal na pagsukat, kadalasang may awtomatikong pagsusuri ng imahe para sa pinababang pagkakaiba-iba ng operator.
- Portable rebound (Leeb) hardness tester — angkop para sa malalaking, naka-install na mga bahagi na hindi maaaring dalhin sa isang laboratoryo. Ang isang spring-driven impact body ay tumatama sa ibabaw; ang ratio ng rebound sa impact velocity ay nagbibigay ng Leeb value (HL), na pagkatapos ay iko-convert sa HRC, HB, o HV. Ang katumpakan ay depende sa surface finish, masa, at geometry ng workpiece.
- Ultrasonic contact impedance (UCI) tester — gumamit ng Vickers diamond sa isang vibrating rod; ang frequency shift sa contact ay may kaugnayan sa katigasan. Ang mga instrumento ng UCI ay partikular na kapaki-pakinabang para sa pagsukat ng mga manipis na case-hardened na layer at coatings sa lugar na walang pinsala sa ibabaw na nakikita ng mata.
Anuman ang uri ng instrumento, ang regular na pag-calibrate laban sa mga sertipikadong reference block (matutunton sa mga pambansang pamantayan gaya ng NIST o PTB) ay kinakailangan upang mapanatili ang kumpiyansa sa pagsukat. Ang mga bloke ng sanggunian ay dapat sumasaklaw sa inaasahang hanay ng katigasan ng mga bahagi ng produksyon.
Carbon Steel Weld Inspection: Hardness Testing sa Heat-Affected Zone
Ang katigasan na dumadaan sa mga welds ay kabilang sa mga pinaka-kritikal na aplikasyon ng pagsubok ng Vickers sa structural fabrication. Kapag hinangin ang carbon steel, ang heat-affected zone (HAZ) ay sumasailalim sa mabilis na thermal cycling. Sa mga bakal na may sapat na carbon equivalent (CE), maaari itong makabuo ng martensite — isang matigas, malutong na microstructure na lubos na nagpapataas ng katigasan ng HAZ sa ibabaw ng base metal at nagpapataas ng susceptibility sa hydrogen-induced cracking (HIC).
Pamantayan sa pagtanggap sa industriya karaniwang nililimitahan ang katigasan ng HAZ sa maximum na 350 HV10 para sa pangkalahatang structural steel weldments (bawat EN ISO 15614-1 at AWS D1.1 na gabay), at sa 250–300 HV10 para sa offshore, sour service, o high-toughness application. Ang paglampas sa mga threshold na ito ay isang kundisyong disqualifying na nangangailangan ng pagsusuri ng preheat, temperatura ng interpass, at pamamaraan ng welding.
Ang isang karaniwang weld hardness traverse ay nagsasangkot ng isang serye ng mga indentasyon ng Vickers sa tinukoy na espasyo - karaniwang 0.5 mm o 1 mm ang pagitan - na tumatakbo mula sa weld metal sa pamamagitan ng fusion line, sa buong HAZ, at papunta sa hindi apektadong base metal. Ang traverse ay isinasagawa sa isang metallographically prepared cross-section, na nakaukit ng 2-5% Nital upang ipakita ang mga hangganan ng pagsasanib bago ang paglalagay ng indentation. Kabilang sa mga pangunahing lokasyon ng pagsukat ang magaspang na butil na HAZ na kaagad na katabi ng linya ng pagsasanib, kung saan malamang ang pagbuo ng martensite.
Para sa mga root pass at narrow-gap welds, maaaring kailanganin ang micro-Vickers sa HV1 o HV0.5 upang makamit ang sapat na spatial resolution sa loob ng HAZ, na maaaring kasingkitid ng 0.2–0.5 mm sa ilang proseso ng high-heat-input. Ang pagpili ng test load ay direktang nakakaapekto sa laki ng indent at samakatuwid ang pinakamababang nasusukat na lapad ng zone — Ang HV10 ay gumagawa ng indent na humigit-kumulang 0.3–0.4 mm sa 300 HV , habang binabawasan ito ng HV1 sa humigit-kumulang 0.1 mm.
Mga Precision Cutter Machine sa Paghahanda ng Sample ng Metallographic
Ang precision cutter machine ay ang entry point ng bawat metallographic workflow. Ang pangunahing pag-andar nito ay upang makagawa ng isang patag, pinaliit na bahagi ng pinsala na tumpak na kumakatawan sa lugar ng interes - ito man ay isang weld HAZ, isang pinatigas na ibabaw ng kaso, o isang interface ng patong.
Dalawang pangunahing kategorya ang umiiral sa paggamit ng laboratoryo:
- Mga nakasasakit na cut-off saws — gumamit ng consumable resin-bonded wheels at angkop para sa production throughput. Ang pagpili ng gulong (aluminum oxide para sa bakal at cast iron, silicon carbide para sa non-ferrous, CBN para sa hardened tool steel) at coolant flow rate ang mga pangunahing parameter ng proseso. Ang mga marka ng paso o pag-asul sa ibabaw ng hiwa ay nagpapahiwatig ng labis na init at nangangailangan ng mas mabagal na feed o pagpili ng sariwang gulong.
- Diamond wafering saws — gumamit ng metal- o resin-bonded diamond blades sa mababang bilis na may oil coolant. Gumagawa ang mga ito ng pinakamababang layer ng pagpapapangit (karaniwang mas mababa sa 5 µm) at mahalaga para sa mga malutong na ceramics, mga elektronikong sangkap, at mga sample kung saan ang buo na microstructure ay dapat na mapanatili sa loob ng microns ng cut surface.
Kabilang sa mga pangunahing detalye kapag pumipili ng precision cutter para sa paghahanda ng hardness test maximum na diameter ng workpiece, chuck clamping force, blade RPM range, at paraan ng paghahatid ng coolant . Awtomatikong kontrol sa feed — kung saan umuusad ang lagari sa isang pare-parehong puwersa sa halip na isang nakapirming rate — makabuluhang binabawasan ang pagkakaiba-iba ng operator-to-operator at nagpapahaba ng buhay ng blade.
Para sa mga sample ng weld inspection sa partikular, ang cutter ay dapat tumanggap ng mga irregular na geometries (T-joints, pipe sections, overlay cladding) na may stable fixturing. Ang hindi matatag na pag-clamping ay nagdudulot ng mga marka ng chatter na dulot ng vibration na kumakalat nang malalim sa sample, na lumilikha ng deformed na layer na hindi maaaring ganap na maalis sa mga susunod na hakbang sa paggiling nang walang labis na pag-aalis ng stock.